







球墨铸铁管挤压筒的预热采用内置式的加热元件进行预热(图7-5和图7-6),而对于较小的挤压筒,较多的是采用活动的感应加热器(也有用热坯料)直接放入挤压筒内腔内进行预热。一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。球墨铸铁管挤压筒预热时,为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,将使预应力降低从而,恶化挤压筒套筒的工作能力。一般对于较大吨位的卧式挤压机。
球墨铸铁管大家可能不知道是什么,但是如果说南水北调大家应该都知道,南水北调是我们 很出名的一个工程,它为我们 水资源贫乏的地域运输去了水资源,使他们的日常生活得到了改善,南水北调就是使用的给水球墨铸铁管,这样说您知道给水球墨铸铁管是什么了吗?在我们中国有着大约13.68亿人,气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、高率的生产需求方面显得力不从心。随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、效率、智能化的方向进一步发展。
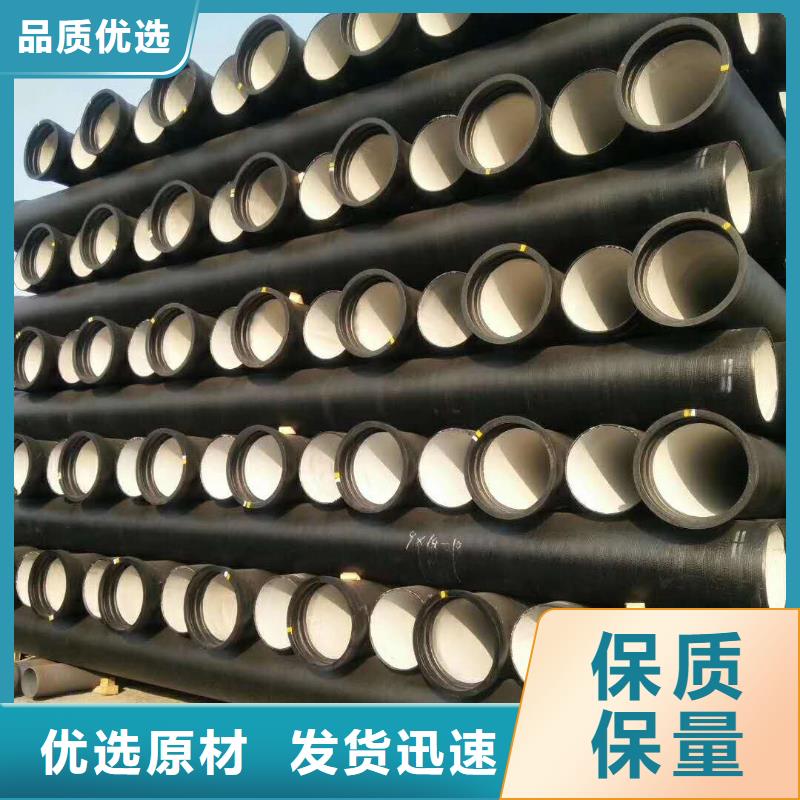
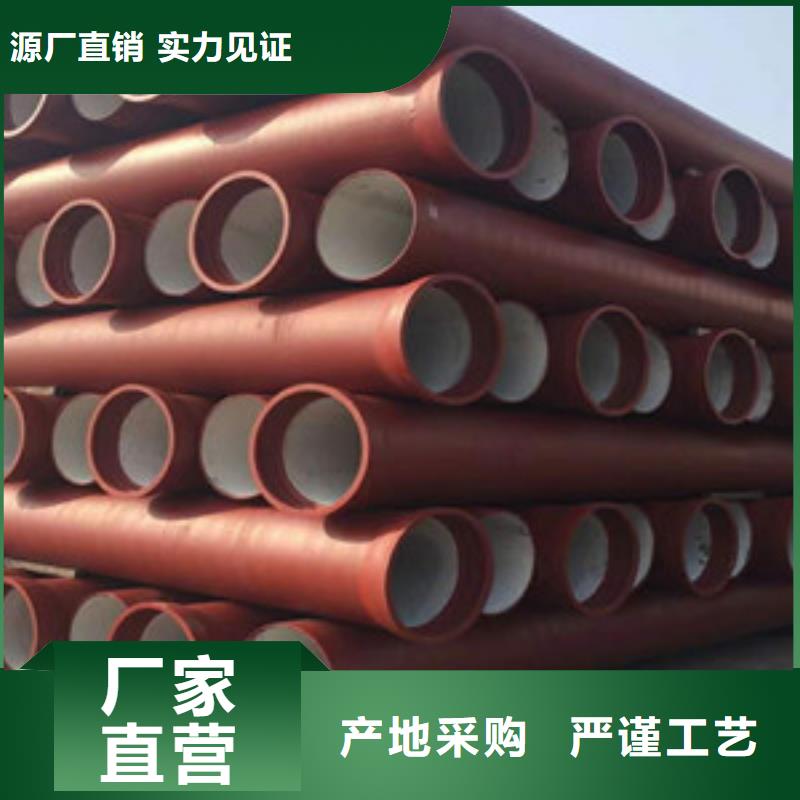
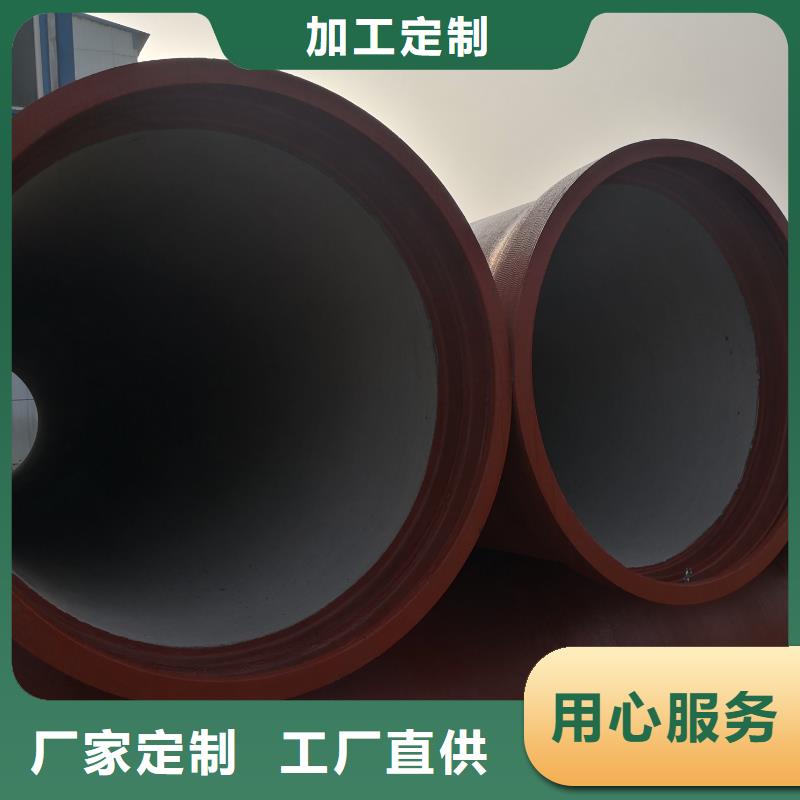
为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。球墨铸铁管件首要称之为离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。
球墨管生产企业需要抓住机遇,不断开拓新的应用领域,加强品牌升级。球墨铸铁管根据新标准规定,管材压力等级是指其允许工作压力,单位为巴(1巴=100Kpa=0.1Mpa),以字母C为首表示,管线的允许压力取决于管线中所有组成部件中较小的压力等级。球墨铸铁管常用推荐压力等级为C25(即2.5Mpa,适用规格≥DN700)、C30(即3.0Mpa,球墨铸铁管适用规格DN350-600)、C40(即4.0Mpa适用规格≤DN300),据统计,国内市场对铸铁管的需求量可能以每年12%以上的速度继续增长,特别由于我国不断加快现代化城市建设步伐,加强污水资源化处理,在给排水系统,建筑采暖系统,供水、排污管,燃气、采暖管道,大口径地埋管等等的应用前景将十分广阔,2010年我国塑料管产量将达450万吨,到2015年将达600万吨,届时我国将成为世界上塑料管产量 的 。因而,球墨铸铁管同时也允许其他压力等级,包括C20、C50、C64、C100。球墨铸铁管公称较小壁厚4.4mm,任一点较小壁厚3.0mm。
